Case 071: Catastrophic rupture of a Heat Exchanger (2010).
The moment a heat exchanger, of forty years old, was being lined up to start the drive, the hull of the machine failed catastrophically, pouring highly flammable hydrogen and naphtha causing an explosion that claimed seven lives (one shift supervisor and six operators). They were working in the vicinity of the heat exchanger and aided in the area of the operator unit in the starting time of the incident. The intense heat burn for more than three hours.
 |
| Blast site. |
The accident occurred on April 2, 2010 in the Tesoro Refinery in Anacortes in Washington State (USA), when a break suddenly ripped hull heat exchanger E 6600E Reform Unit Catalytic / Naphtha Hydrotreating (NHT).
.jpg) |
| A - Operating Room; B - Exchangers NHT Heat. |
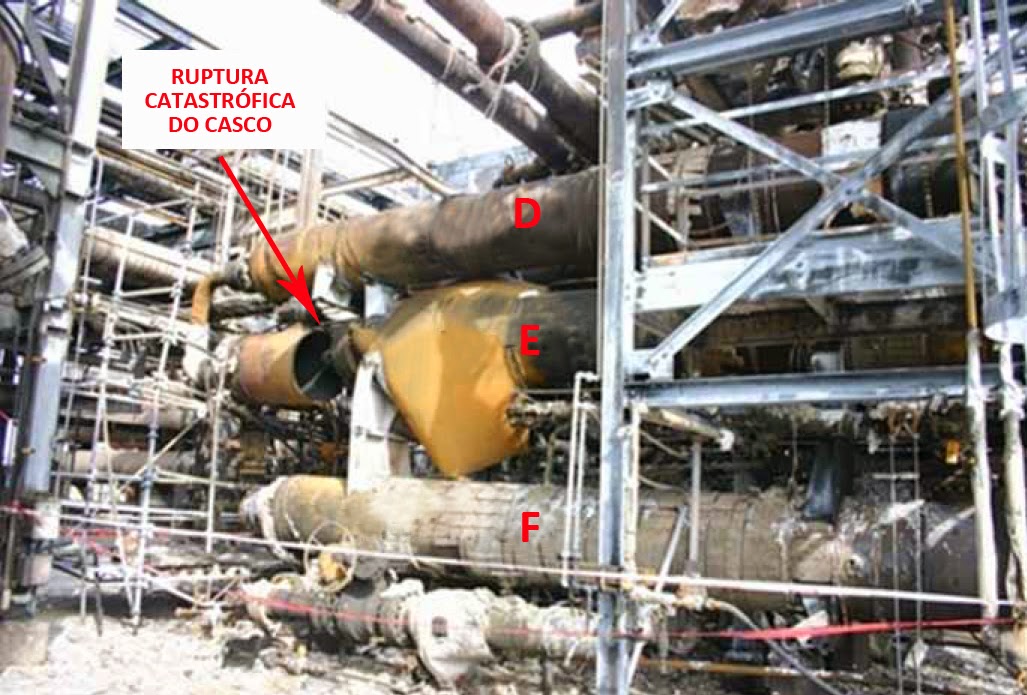
The NHT unit Tesoro Anacortes refinery contained an array of equipment to six heat exchangers and divided into two parallel batteries (A / B / C and D / E / F), used to preheat the process fluid before it enters a reactor where the impurities were treated for subsequent disposal. The heat exchanger "E" (E-6600E) is constructed of carbon steel worked with high temperature naphtha over 260 ° C.
Operators of Tesoro were in the final stages of startup activity (starting unit) where they had to line up a group of heat exchangers (A / B / C) back into service after the internal cleaning of the tube bundle. The heat exchangers D / E / F (the second parallel group) remain in service during this operation.
Because of the long history of the refinery frequent and occasional leaks fires during this activity start the service should be classified as hazardous and not be treated as routine as it was considered by the management of the refinery, passing this "insecurity culture", being wrongly assimilated the operation.


FOR A BETTER UNDERSTANDING OF THIS
CASE, SEE THE SUMMARY OF EVENTS IN BELOW VIDEO:
KEY FINDINGS PURSUANT TO U.S. CHEMICAL SAFETY BOARD (CSB)
Project failures and Inspection
- The rupture of the heat exchanger is made of carbon steel was severely weakened by a mechanism known as HTHA (attack by hydrogen at high temperature). Although the heat exchanger B is not failed at that time, it was also affected by HTHA Also, since the changer B had the same settings, made with the same materials and under similar operating conditions to the other (working in parallel with exchanger E);
 |
| To understand HTHA (CLICK HERE) |
 |
| Micrograph showing bubbles that give rise cracks due to hydrogen pressure contained in that region. |
- The HTHA mechanism can operate in areas of high tension in carbon steel such as solder does not heat treated. The welds of the heat exchangers B and E (the latter failed catastrophically) carbon steel were not heat treated. The location of the break from the heat exchanger It was along these high-voltage welding regions;
- In 1970, the American Petroleum Institute (API) published an API Recommended Practice (RP) for steel 941 in service with hydrogen at elevated temperatures and pressures in oil refineries and petrochemical plants. This document provides Nelson curves to predict the occurrence of HTHA in various materials on temperature and partial pressure of hydrogen;
- The curves are based on Nelson incidents with equipment that have faults in the past and are drawn based on the process conditions which are inconsistent and ill-defined;
 |
| Positioning the heat exchangers of the NHT. |
- It was performed by US Chemical Safety Board (CSB) a computer simulation of the process conditions within the NHT heat exchangers. The results showed that carbon steel portion of the heat exchanger E which was broken was regarded as the Nelson curves applicable (values below the curve). Thus, it was considered safe for operation without risk of HTHA. Therefore, the methodology of Nelson curves for carbon steel is inaccurate and can not be applied to avoid failures in equipment for HTHA because it was not effective to predict this type of damage mechanism;
- The hottest parts of heat exchangers B and E were cladeadas with stainless steel, which has improved resistance to HTHA. It is estimated that this coated stainless steel portion operated at process conditions above the curves Nelson.However, the portion with no cladding (carbon steel) where the break occurred and the heat exchanger, it was found that operating below the Nelson curves;
- It is very difficult to detect HTHA through equipment inspection. The mechanism can bedetected by microscopy but often is present only in small localized areas of the equipment. The successful identification of HTHA is highly dependent on the specific techniques employed and the ability inspector, and there are few inspectors who have this experience.Therefore, the inspection is not reliable enough to ensure the physical safety and prevent equipment damage by HTHA.
.jpg) |
This micrograph shows cracks (1) resulting from HTHA, interconnected
together forming a set (2). Regions "descarbonetadas" (3)
appear lighter in color (no carbon)
than unaffected regions (4).
|
- Inspections on equipment and heat treatment after welding depend on implementation procedures and training that are considered low in the hierarchy of controls and therefore are not guarantees to prevent failures by HTHA. It is preferable to use materials that are not susceptible to damage HTHA;
 |
Sample cross-section of the weld heat exchanger NHT.
The cross-section of a multi-pass weld represented
in macrography (upper picture) was removed from the heat exchangers B.
The lower drawing schema defines the terms associated with welding.
|
- Safe projects are considered to avoid HTHA according to API steels with high content of Cr. Heat exchangers B and E were not built or completely coated from these inherently safer materials.
Management and Security failures
- The departure of the heat exchangers NHT was a dangerous and non-routine work. Constant leaks presented risks to workers during startup activities. Process Hazard Analysis (PHA) refinery failed repeatedly not controlling this risk;
- Fifteen years before the April 2010 incident, the assumptions used by the PHA teams in refinery Tesoro Anacortes contributed to catastrophic outcome, the identification and control of risk was ineffective to prevent equipment failures by HTHA;
- Shell Oil (formerly owning the refinery) indicated in its PHA in 1995 a relationship of changes in the process that may increase the partial pressure of hydrogen in the heat exchangers NHT. However, while managing these changes did not take into account the assessment and recommendations that were indicated on the potential of HTHA in damage this equipment;
- Shell Oil and Tesoro held periodically reports on mechanism of damage and risks to process reliability. However HTHA not identified as a risk to the heat exchangers B and E. This conclusion failures were found in the reports, mainly because they were based design of operational data, instead of operating data in real conditions. This practice contributed to incorrect data entry on the chart of Nelson curves;
 |
The explosion of force, in addition to breaking
the hull over 1 "thick, folded
easily the tube bundle.
|
- Procedures Tesoro Anacortes refinery, not prohibited or limited the use of additional staff during start (starting the NHT exchangers) despite being dangerous and non-routine. The correct startup procedure specified using only an external operator to perform the initialization operations.However, on the day of the accident, a supervisor asked for five more operators to help with the startup of B and C exchangers;
- NHT heat exchangers often the leaked flammable hydrocarbons during startup, and sometimes resulting in fires. The management of Tesoro was compliant with these leaks and not always investigating the cause of the leaks. The Tesoro has taken some actions to prevent leaks, but to no avail. So it was decided to use additional operators during startup of the heat exchanger, to respond to potential oil spills or fires. This practice contributed to the presence of six additional employees in the unit during the accident in April 2010;
 |
| Steam lines used to ease the gas leaks through the "suppression of explosion" of dilution by gases. |
- The two battery NHT heat exchangers are designed on a single block, making it difficult to manually operate the valves at different levels of the structure of the heat exchanger. These valves were used to initiate the heat exchangers and many adjustments are necessary to maintain temperature specifications. The difficulties with the valve operation during initialization usually results in the need for additional assistance operators;
- The CSB found several indications of process safety culture deficiencies in Tesoro Anacortes. Refinery management considered the occurrences of hazardous conditions as normal, including frequent leaks of NHT exchangers using steam to mitigate leakage, instead of fixing heat exchangers of design problems to eliminate leaks. This procedure with steam required more operators around the exchanger during the match.
Fault Codes and Standards
- API RP 941 - steels Service with hydrogen at pressures and temperatures High in Oil Refineries and Petrochemical Plants does not require that managers of these industrial plants to check the actual operating conditions to establish operational limits for the selection of materials that prevent HTHA;
- API RP 941 directs the industry to predict the occurrence of HTHA in many building materials, by means of curvesNelson. The creation of such curves was based on the experience of industry on the subject; so is purely empirical, and there is no substantiated scientific basis. Some oil refining industries mistakenly apply these curves as a parameter;
- The CSB became aware of at least eight incidents occurred in refineries where the HTHA below the Nelson curves in equipment in carbon steel. In 2011, API issued a warning about the HTHA to refineries. The API alert noted several incidents of carbon steel equipment under operating conditions where previously it was believed that they were resistant HTHA and which were based by Nelson curves to remain in operation;
- The CSB found that Nelson curves for carbon steel are inaccurate and can not be invoked to prevent equipment failures by HTHA or accurately predict damage to the equipment by HTHA;
- The API RP 941 does not require the industry to use safer materials to avoid failures by HTHA.
Construction material of the hull of Heat Exchangers NHT
Exchanger A / D: Mn-0.5Mo steel (SA-302-B) cladeado with Type 304 stainless steel with 1/8 "thick steel;
Exchangers B / E: Carbon steel (SA-515-70), cladeado with stainless steel type 316 with 1/8 "thick, in section 4 as shown in the following drawing.
Exchangers C / F: Carbon steel (SA-515-70).

Limitations of the Inspection Strategy in Case HTHA
While the inspection is an important component of the maintenance program and physical integrity of the equipment, there are significant limitations and the success of the inspection depends solely on strategies adopted to avoid equipment failure for HTHA. HTHA generally can be identified only after there have been the first damage HTHA. From there must be monitored by inspection to track the progress of HTHA and try to identify other corrosion points on the equipment. API RP 941 includes a discussion of the extreme difficulty in identifying the HTHA through inspection. Below are some points listed:
- The HTHA is a difficult challenge for inspection. The early stages of cracking can be difficult to detect. The advanced stage of the same with any leaks are much easier to detect, but now there is already a higher probability of equipment failure;
- Some existing control methods to try to identify the HTHA (micrograph field, for example), however, the inspection may not be the only reliable element to identify and control the HTHA. The inspection results may be unreliable and many often misleading;
- The successful identification of HTHA is highly dependent on the specific techniques used and the skill of the inspector, and few inspectors have this level of expertise;

- The mechanism can be eliminated in inherently safer design used HTHA more resistant materials, such as Series 300 stainless steels as well as alloy with 5% to 12% Cr. In conditions observed, usually in refining units, these materials were not susceptible to HTHA.
E o glossário?
ReplyDelete